SEWAGE TREATMENT PLANT
SEWAGE TREATMENT PLANT
- MBBR
- MBR
- ACTIVATED SLUDGE
- DISINFECTION
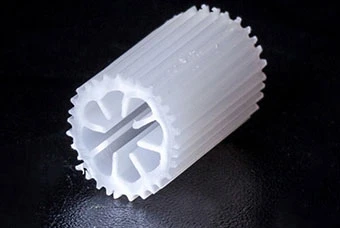
MBBR
MBBR has become a popular method of biological wastewater treatment due to the many benefits it offers. This system consists of an activated sludge aeration system that collects activated sludge on a recycled plastic support. These carriers have a large internal surface area for optimal contact with water, air, and bacteria. Bacteria / activated sludge grows on the inside of the carrier. Bacteria break down organic matter from wastewater. The aeration system keeps the carrier moving with activated sludge. Only an additional amount of bacteria grows and excess sludge is separated from the carrier and flows into the final separator with the treated water. MBBR is not only an effective means of removing organic matter but also an innovative method of nitrification and denitrification. Depending on your requirements, the system can be configured with one or more stages. The benefits of MBBR Technology are as follows:
- Increased capacity
- Quality Improvement-BOD and Nitrogen Removal
- Rapid recovery from process interruptions
- Limited footprint
- Future expansion
- Minimize process complexity and operator attention
- Maintenance-friendly
MBR
The MBR Technology is an important innovation in wastewater treatment to overcome the shortcomings of traditional ASPs, such as the large space required for secondary purification equipment, the problem of liquid-solid separation, and the generation of excess sludge. MBRs have been used for both the treatment and recovery of municipal and industrial wastewater. The MBR is a hybrid of traditional biological processing systems and physical liquid-solid separation using membrane filtration in one system. The MBR technology offers the following advantages over ASP: High-quality drainage, higher volume loading factor, shorter hydraulic retention time (HRT), longer solid retention time (SRT), less sludge formation, and the possibility of simultaneous nitrification/denitrification at longer SRTs. Placing a membrane in the system eliminates the need for a secondary purification device. However, using MBR technology has the disadvantages of higher energy costs, the need to control membrane fouling problems, and the potential cost of regular membrane replacement.
ACTIVATED SLUDGE
The Activated Sludge Process is a type of biological wastewater treatment process for treating sewage or industrial wastewater using aeration and biological flocs consisting of bacteria and protozoa. Activated sludge is a cotton-like culture of organisms that grows in an activated sludge tank under controlled conditions. The function of the activated sludge process is to establish and maintain a viable population of microorganisms. Treatment requires several stages, including an Activated sludge tank, mechanical or diffuse aeration, settling tank, return sludge, and activated sludge. The activated sludge tank provides the required residence time and ensures that the activated sludge and the inflowing wastewater are completely mixed. The mechanical aeration system uses agitators or mixers to mix the air and the mixed liquid. The diffuse aeration system uses pressurized air released from a diffuser near the bottom of the tank. The activated sludge system is equipped with a simple settling tank designed for a hydraulic retention time of approximately 2-4 hours. The return sludge system includes a pump, variable speed drive, and a flow meter to control the return sludge flow.
DISINFECTION
Though the water may look very clear, it can consist of bacteria & other pathogenic microorganisms which are harmful. That’s why the disinfection stage is a must step to incorporate. FloWater covers a range of UV lights, filters, chlorination, and ozonation systems. These systems sterilize water by eliminating or killing pathogenic biological matter. As per the ECR97 guideline, in the sewage treatment plant, the number of Total Coliform per 100ml should be 1000 after disinfecting. We design our plant to ensure that it meets the limit of the guideline.